Metalurgia. El acero
Metalurgia: obtención de metales a partir del mineral.
Ganga: mineral sin valor industrial que acompaña al metal.
Minerales
Hematita ⇒ Fe2O3
Limonita ⇒ Fe2O3 + 3·H2O
Magnetita ⇒ Fe2O3·FeO
Siderita ⇒ FeCO3
Pirita ⇒ FeS
Métodos de preparación del mineral
| • Métodos mecánicos (concentra el mineral) | Trituración, molienda, pulverizado Tamización Levigación (oro) Flotación (sulfuros) | |
| • Métodos Químicos (mineral concentrado) | Tostación Calcinación Reducción | ⇒ de sulfuro a óxido con corriente de aire ⇒ de CO3= a óxido en ausencia de aire ⇒ óxidos + C = CO2 + metal |
| • Electrometalúrgicos (mineral concentrado) | Electrólisis | Húmeda (Na) Seca (Na, K, Mg, Al) |
| Electrotérmicos | Hornos de arco voltáico 2.800 - 3.000 °C es una reducción | |
Producción de arrabio
Los materiales básicos empleados para fabricar arrabio son mineral de hierro, coque y fundente (caliza).
Siderurgia
• Se utiliza principalmente Fe2O3 (hematita)
| • Fundente | Si ganga ácida SiO2 ⇒ fundente básico Al2O3, MgO, CaO Si ganga básica MgO, CaO ⇒ fundente ácido SiO2 Si ganga neutra ⇒ fundente neutro CrO |
- Coque ⇒ combustible y reductor
- Aire insuflado desde abajo hacia arriba
El coque se quema como combustible para calentar el horno, y al arder libera monóxido de carbono, que se combina con los óxidos de hierro del mineral y los reduce a hierro metálico. La ecuación de la reacción química fundamental de un alto horno es:
| Reacciones: | Parte baja | C↓ + O2↑ ⇒ CO2↑ Fe2O3↓ + C↓ ⇒ 2·Fe↓ + 3·CO↑ Fe↓ + C↓ ⇒ FSiO2↓ + CaO↓ ⇒ CaSiO3↓(escoria) Fe3C↓ (cementita) |
| Parte alta | C↓ + CO2↑ ⇒ 2·CO↑ Fe2O3↓ + 3·CO↑ ⇒ 2·Fe↓ + 3·CO2↑ | |
El revestimiento del alto horno puede ser ácido o básico, dependiendo de la ganga.
La escoria flota sobre el metal fundido.
| Sentido de avance | ↓ Mineral + coque + fundente ↑ Aire caliente + CO2 + CO |
Fundente: mineral que neutraliza la ganga, dando escoria que debe tener bajo punto de fusión y densidad menor que el metal fundido. El fundente de la carga del horno se emplea como fuente adicional de monóxido de carbono y como sustancia fundente. Este material se combina con la sílice presente en el mineral (que no se funde a las temperaturas del horno) para formar silicato cálcico (escoria), cuyo punto de fusión es menor. Sin la caliza se formaría silicato de hierro, con lo que se perdería hierro metálico. La escoria flota sobre el metal fundido en la parte inferior del horno (superior del crisol).
El arrabio producido en los altos hornos tiene la siguiente composición: un 92 % de hierro, un 3 o 4 % de carbono, entre 0,5 y 3 % de silicio, del 0,25 % al 2,5 % de manganeso, del 0,04 al 2 % de fósforo y algunas partículas de azufre.
| Arrabio | Fundición gris ⇒ enfriamiento lento, puede maquinarse, contiene carbono libre. Fundición blanca ⇒ enfriamiento rápido, no puede maquinarse, contiene cementita. |
Un alto horno típico está formado por una cápsula cilíndrica de acero forrada con un material no metálico y resistente al calor, como asbesto o ladrillos refractarios. El diámetro de la cápsula disminuye hacia arriba y hacia abajo, y es máximo en un punto situado aproximadamente a una cuarta parte de su altura total. La parte inferior del horno está dotada de varias aperturas tubulares llamadas toberas, por donde se fuerza el paso del aire. Cerca del fondo se encuentra un orificio por el que fluye el arrabio fundido cuando se sangra (o vacía) el alto horno. Encima de ese orificio, pero debajo de las toberas, hay otro agujero para retirar la escoria. La parte superior del horno, cuya altura es de unos 30 m, contiene respiraderos para los gases de escape, y un par de tolvas redondas, cerradas por válvulas en forma de campana, por las que se introduce la carga en el horno. Los materiales se llevan hasta las tolvas en pequeñas vagonetas o cucharas que se suben por un elevador inclinado situado en el exterior del horno.
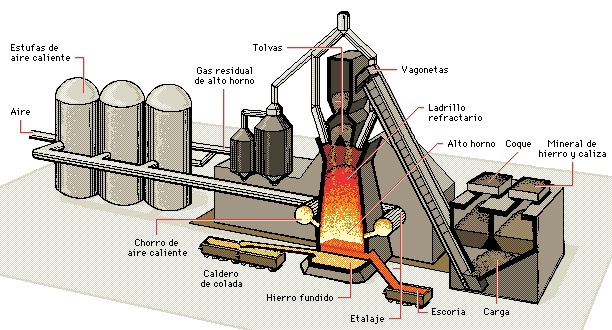
Esquema de un alto horno
Los altos hornos funcionan de forma contínua. La materia prima que se va a introducir en el horno se divide en un determinado número de pequeñas cargas que se introducen a intervalos. La escoria que flota sobre el metal fundido se retira una vez cada dos horas, y el hierro se sangra cinco veces al día.
El aire insuflado en el alto horno se precalienta a una temperatura situada entre los 550 y los 900 °C. El calentamiento se realiza en las llamadas estufas, cilindros que contienen estructuras de ladrillo refractario. El ladrillo se calienta durante varias horas quemando gas de alto horno. Posteriormente los gases de escape que salen de la parte superior del horno. Después se apaga la llama y se hace pasar el aire a presión por la estufa. El peso del aire empleado en un alto horno supera el peso total de las demás materias primas.
Estrangulando el flujo de gas de los respiraderos del horno es posible aumentar la presión del interior del horno hasta 1,7 atmósferas o más. La técnica de presurización permite una mejor combustión del coque y una mayor producción de hierro. En muchos altos hornos puede lograrse un aumento de la producción de un 25 %. En instalaciones experimentales también se ha demostrado que la producción se incrementa enriqueciendo el aire con oxígeno.
El proceso de sangrado consiste en retirar a golpes un tapón de arcilla del orificio del hierro cercano al fondo del horno y dejar que el metal fundido fluya por un canal cubierto de arcilla y caiga a un depósito metálico forrado de ladrillo, que puede ser una cuchara o una vagoneta capaz de contener hasta 100 toneladas de metal. Cualquier escoria o sobrante que salga del horno junto con el metal se elimina antes de llegar al recipiente. A continuación, el contenedor lleno de arrabio fundido se transporta a la fábrica siderúrgica.
Los altos hornos modernos funcionan en combinación con hornos de oxígeno básicos, y a veces con hornos de crisol abierto, más antiguos, como parte de una única planta siderúrgica. En esas plantas, los hornos siderúrgicos se cargan con arrabio fundido. El metal fundido procedente de diversos altos hornos puede mezclarse en una gran cuchara antes de convertirlo en acero con el fin de minimizar el efecto de posibles irregularidades de alguno de los hornos.
Otros métodos de refinado del hierro
Aunque casi todo el hierro y acero que se fabrica en el mundo se obtiene a partir de arrabio producido en altos hornos, hay otras formas de refinación del hierro que se han practicado de forma limitada. Una de ellas es el denominado método directo para fabricar hierro y acero a partir del mineral, sin producir arrabio. En este proceso se mezclan mineral de hierro y coque en un horno de calcinación rotatorio y se calientan a una temperatura de unos 950 °C. El coque caliente desprende monóxido de carbono, igual que en un alto horno, y reduce los óxidos del mineral a hierro metálico. Sin embargo, no tienen lugar las reacciones secundarias que ocurren en un alto horno, y el horno de calcinación produce la llamada esponja de hierro, de mucha mayor pureza que el arrabio. También puede producirse hierro prácticamente puro mediante electrólisis haciendo pasar una corriente eléctrica a través de una solución de cloruro ferroso. Ni el proceso directo ni el electrolítico tienen importancia comercial significativa.
Reducción de la fundición
| • Horno de Reverbero | Fe3C + O2 ⇒ 3·Fe + CO2 Aire caliente en contracorriente |
| • Convertidor Bessemer | Aire a presión Se oxidan sustancias acompañantes (Si, Mn, P, S) Fundición y chatarra |
- Siemens Martin
- Arco voltáico
Proceso de crisol abierto
Cualquier proceso de producción de acero a partir de arrabio consiste en quemar el exceso de carbono y otras impurezas presentes en el hierro. Una dificultad para la fabricación del acero es su elevado punto de fusión, 1.400 °C, que impide utilizar combustibles y hornos convencionales. Para superar la dificultad se desarrolló el horno de crisol abierto, que funciona a altas temperaturas gracias al precalentado regenerativo del combustible gaseoso y el aire empleados para la combustión. En el precalentado regenerativo los gases que escapan del horno se hacen pasar por una serie de cámaras llenas de ladrillos, a los que ceden la mayor parte de su calor. A continuación se invierte el flujo a través del horno, y el combustible y el aire pasan a través de las cámaras y son calentados por los ladrillos. Con este método, los hornos de crisol abierto alcanzan temperaturas de hasta 1.650 °C.
El horno propiamente dicho suele ser un crisol de ladrillo plano y rectangular de unos 6×10 m, con un techo de unos 2,5 m de altura. Una serie de puertas da a una planta de trabajo situada delante del crisol. Todo el crisol y la planta de trabajo están situados a una altura determinada por encima del suelo, y el espacio situado bajo el crisol lo ocupan las cámaras de regeneración de calor del horno. Un horno del tamaño indicado produce unas 100 toneladas de acero cada 11 horas.
El horno se carga con una mezcla de arrabio (fundido o frío), chatarra de acero y mineral de hierro, que proporciona oxígeno adicional. Se añade caliza como fundente y espatoflúor para hacer que la escoria sea más fluida. Las proporciones de la carga varían mucho, pero una carga típica podría consistir en 60.000 kg de chatarra de acero, 11.000 kg de arrabio frío, 45.000 kg de arrabio fundido, 12.000 kg de caliza, 1.000 kg de mineral de hierro y 200 kg de espatoflúor. Una vez cargado el horno, se enciende, y las llamas oscilan de un lado a otro del crisol a medida que el operario invierte su dirección para regenerar el calor.
Desde el punto de vista químico la acción del horno de crisol abierto consiste en reducir por oxidación el contenido de carbono de la carga y eliminar impurezas como silicio, fósforo, manganeso y azufre, que se combinan con la caliza y forman la escoria. Estas reacciones tienen lugar mientras el metal del horno se encuentra a la temperatura de fusión, y el horno se mantiene entre 1.550 y 1.650 °C durante varias horas hasta que el metal fundido tenga el contenido de carbono deseado. Un operario experto puede juzgar el contenido de carbono del metal a partir de su aspecto, pero por lo general se prueba la fundición extrayendo una pequeña cantidad de metal del horno, enfriándola y sometiéndola a examen físico o análisis químico. Cuando el contenido en carbono de la fundición alcanza el nivel deseado, se sangra el horno a través de un agujero situado en la parte trasera. El acero fundido fluye por un canal corto hasta una gran cuchara situada a ras de suelo, por debajo del horno. Desde la cuchara se vierte el acero en moldes de hierro colado para formar lingotes, que suelen tener una sección cuadrada de unos 50 cm y una longitud de 1,5 m. Estos lingotes (la materia prima para todas las formas de fabricación del acero) pesan algo menos de 3 toneladas. En fechas recientes se han puesto en práctica métodos para procesar el acero de forma contínua sin tener que pasar por el proceso de fabricación de lingotes.
Proceso básico de oxígeno
El proceso más antiguo para fabricar acero en grandes cantidades, es el proceso Henry Bessemer, que empleaba un horno de gran altura en forma de pera, denominado convertidor Bessemer, que podía inclinarse en sentido lateral para la carga y el vertido. Al hacer pasar grandes cantidades de aire a través del metal fundido, el oxígeno del aire se combinaba químicamente con las impurezas y las eliminaba.
En el proceso básico de oxígeno, el acero también se refina en un horno en forma de pera que se puede inclinar en sentido lateral. Sin embargo, el aire se sustituye por un chorro de alta presión de oxígeno casi puro. Cuando el horno se ha cargado y colocado en posición vertical, se hace descender en su interior una lanza de oxígeno. La punta de la lanza, refrigerada por agua, suele estar situada a unos 2 m por encima de la carga, aunque esta distancia puede variarse de acuerdo las necesidades. A continuación se inyectan en el horno miles de metros cúbicos de oxígeno a velocidades supersónicas. El oxígeno se combina con el carbono y otros elementos no deseados e inicia una reacción de agitación que quema con rapidez las impurezas del arrabio y lo transforma en acero. El proceso de refinado tarda 50 minutos o menos, y es posible fabricar unas 275 toneladas de acero en una hora.
Acero de horno eléctrico
En algunos hornos el calor para fundir y refinar el acero procede de la electricidad y no de la combustión de gas. Como las condiciones de refinado de estos hornos se pueden regular más estrictamente que las de los hornos de crisol abierto o los hornos básicos de oxígeno, los hornos eléctricos son sobre todo útiles para producir acero inoxidable y otros aceros de aleación que deben ser fabricados según unas especificaciones muy exigentes. El refinado se produce en una cámara hermética, donde la temperatura y otras condiciones se controlan de forma estricta mediante dispositivos automáticos. En las primeras fases de este proceso de refinado se inyecta oxígeno de alta pureza a través de una lanza, lo que aumenta la temperatura del horno y disminuye el tiempo necesario para producir el acero. La cantidad de oxígeno que entra en el horno puede regularse con precisión en todo momento, lo que evita reacciones de oxidación no deseadas.
En la mayoría de los casos, la carga está formada casi exclusivamente por material de chatarra. Antes de poder utilizarla, la chatarra debe ser analizada y clasificada, porque su contenido en aleaciones afecta a la composición del metal refinado. También se añaden otros materiales, como pequeñas cantidades de mineral de hierro y cal seca, para contribuir a eliminar el carbono y otras impurezas. Los elementos adicionales para la aleación se introducen con la carga o después, cuando se vierte a la cuchara el acero refinado.
Hornos eléctricos
| • Resistencia | Conducción | ⇒ Contacto directo | ⇒ Fabricación de abrasivos |
| Convección | ⇒ Corriente de aire | ⇒ Tratamientos térmicos | |
| Radiación | ⇒ Fusión de metales y tratamientos térmicos | ||
| • Arco voltáico | Indirecto Directo Solera conductora | ⇒ Para no férreos y aceros ⇒ Un electrodo es el metal hasta 50 Ton ⇒ Un electrodo es el crisol hasta 50 Ton | |
| • Arco Resistencia | ⇒ la corriente atraviesa el metal | ||
| • Inducción | Baja frecuencia Alta frecuencia Frecuencia de red | Rinden un 10 % más que los de arco | |
Una vez cargado el horno se hacen descender unos electrodos hasta la superficie del metal. La corriente eléctrica fluye por uno de los electrodos, forma un arco voltaico hasta la carga metálica, recorre el metal y vuelve a formar un arco hasta el siguiente electrodo. La resistencia del metal al flujo de corriente genera calor, que (junto con el producido por el arco voltaico) funde el metal con rapidez. Hay otros tipos de horno eléctrico donde se emplea una espiral para generar calor.
Procesos de acabado
Colada: Pasaje del metal fundido desde el horno a las lingoteras, por medio de la cuchara.
Lingotes: Para almacenar y transportar.
Laminado: De lingotes a tochos y de tochos a perfiles o láminas.
El acero se vende en una gran variedad de formas y tamaños, como varillas, raíles o rieles de ferrocarril, perfiles en H o en T o canales. Estas formas se obtienen en las instalaciones siderúrgicas laminando los lingotes calientes o modelándolos de algún otro modo. El acabado del acero mejora también su calidad al refinar su estructura cristalina y aumentar su resistencia.
El proceso básico de elaboración del acero se conoce como laminado en caliente. En este proceso, el lingote colado se calienta al rojo vivo en un horno denominado foso de termodifusión y a continuación se hace pasar entre una serie de rodillos metálicos colocados en pares que lo aplastan hasta darle la forma y tamaño deseados. La distancia entre los rodillos va disminuyendo a medida que se reduce el espesor del acero.
El primer par de rodillos por el que pasa el lingote se conoce como tren de desbaste o de eliminación de asperezas, y las barras cuadradas que produce se denominan tochos. Después del tren de desbaste, el acero pasa a trenes de laminado en bruto y a los trenes de acabado que lo reducen a la sección transversal correcta. Los rodillos para producir rieles de ferrocarril o perfiles en H, en T o en L tienen estrías para proporcionar la forma adecuada.
Los procesos modernos de fabricación requieren gran cantidad de chapa de acero delgada. Los trenes o rodillos de laminado continuo producen tiras y láminas con anchuras de hasta 2,5 m. Estos laminadores procesan con rapidez la chapa de acero antes de que se enfríe y no pueda ser trabajada. Las planchas de acero caliente de más de 10 cm de espesor se pasan por una serie de cilindros que reducen progresivamente su espesor hasta unos 0,1 cm y aumentan su longitud de 4 a 370 metros. Los trenes de laminado continuo están equipados con una serie de accesorios como rodillos de borde, aparatos de decapado o eliminación y dispositivos para enrollar de modo automático la chapa cuando llega al final del tren. Los rodillos de borde son grupos de rodillos verticales situados a ambos lados de la lámina para mantener su anchura. Los aparatos de decapado eliminan la costra que se forma en la superficie de la lámina apartándola mecánicamente, retirándola mediante un chorro de aire o doblando de forma abrupta la chapa en algún punto del recorrido. Las bobinas de chapa terminadas se colocan sobre una cinta transportadora y se llevan a otro lugar para ser recocidas y cortadas en chapas individuales. Una forma más eficiente para producir chapa de acero delgada es hacer pasar por los rodillos planchas de menor espesor. Con los métodos convencionales de fundición sigue siendo necesario pasar los lingotes por un tren de desbastado para producir planchas lo bastante delgadas para el tren de laminado continuo.
Los sistemas de colado ininterrumpido, en cambio, producen una plancha contínua de acero con un espesor inferior a 5 cm, lo que elimina la necesidad de trenes de desbaste y laminado en bruto.
Tubos
Los tubos más baratos se moldean doblando una tira plana de acero caliente en forma cilíndrica y soldando los bordes para cerrar el tubo. En los tubos más pequeños, los bordes de la tira suelen superponerse y se pasan entre un par de rodillos curvados según el diámetro externo del tubo. La presión de los rodillos es suficiente para soldar los bordes. Los tubos sin soldaduras se fabrican a partir de barras sólidas haciéndolas pasar entre un par de rodillos inclinados entre los que está situada una barra metálica con punta, llamada mandril, que perfora las barras y forma el interior del tubo mientras los rodillos forman el exterior.
Hojalata
El producto de acero recubierto más importante es la hojalata estañada que se emplea para la fabricación de latas y envases. El material de las latas contiene más de un 99 % de acero. En algunas instalaciones, las láminas de acero se pasan por un baño de estaño fundido (después de laminarlas primero en caliente y luego en frío) para estañarlas. El método de recubrimiento más común es el proceso electrolítico. La chapa de acero se desenrolla poco a poco de la bobina y se le aplica una solución química. Al mismo tiempo se hace pasar una corriente eléctrica a través de un trozo de estaño puro situado en esa misma solución, lo que hace que el estaño se disuelva poco a poco y se deposite sobre el acero. Con este sistema, medio kilogramo de estaño basta para recubrir 20 metros cuadrados de acero. En la hojalata delgada, la chapa recibe un segundo laminado en frío antes de recubrirla de estaño, lo que aumenta la resistencia de la chapa además de su delgadez. Las latas hechas de hojalata delgada tienen una resistencia similar a las ordinarias, pero contienen menos acero, con lo que se reduce su peso y su coste. También pueden fabricarse envases ligeros adhiriendo una delgadísima lámina de acero estañado sobre papel o cartón.
Otros procesos de fabricación de acero son la forja, la fundición y el uso de troqueles.
Hierro forjado
El proceso antiguo para fabricar la aleación resistente y maleable conocida como hierro forjado se diferencia con claridad de otras formas de fabricación de acero. Debido a que el proceso, conocido como pudelización, exigía un mayor trabajo manual, era imposible producir hierro forjado en grandes cantidades. El desarrollo de nuevos sistemas con convertidores Bessemer y hornos de crisol abierto permitieron producir un volumen mayor de hierro forjado.
Sin embargo, el hierro forjado ya no se fabrica habitualmente con fines comerciales, ya que puede sustituirse en casi todas las aplicaciones con acero de bajo contenido en carbono, con menor costo de producción y calidad más uniforme.
El horno de pudelización empleado en el proceso antiguo tiene un techo abovedado de poca altura y un crisol cóncavo en el que se coloca el metal en bruto, separado por una pared de la cámara de combustión donde se quema carbón bituminoso. La llama de la cámara de combustión asciende por encima de la pared, incide en el techo abovedado y reverbera sobre el contenido del crisol. Cuando el horno ha adquirido un calor moderado, el operario que maneja el horno recubre el crisol y las paredes con una pasta de óxido de hierro, por lo general hematitas. A continuación, el horno se carga con unos 250 kg de arrabio y se cierra la puerta. Al cabo de unos 30 minutos, el arrabio se ha fundido, y el operario añade a la carga más óxido de hierro o residuos de laminado, mezclándolos con el hierro con una barra de hierro curvada. El silicio y la mayor parte del manganeso contenidos en el hierro se oxidan, y se elimina parte del azufre y el fósforo. A continuación se eleva un poco la temperatura del horno, y el carbono empieza a quemarse formando óxidos de carbono gaseosos. A medida que se desprende gas la escoria aumenta de volumen y el nivel de la carga sube. Al quemarse el carbono, la temperatura de fusión aumenta, y la carga se vuelve cada vez más pastosa y vuelve a su nivel anterior. A medida que se incrementa la pureza del hierro, el operario remueve la carga con la barra para garantizar una composición uniforme y una cohesión adecuada de las partículas. La masa resultante, pastosa y esponjosa, se divide en pedazos o bolas de unos 80 o 90 kg. Las bolas se retiran del horno con unas tenazas y se colocan directamente en una prensa que expulsa de la bola la mayor parte de la escoria de silicio mezclada y suelda entre sí los granos de hierro puro. A continuación se corta el hierro en piezas planas que se apilan unas sobre otras, se calientan hasta la temperatura de soldadura y se laminan para formar una sola pieza. A veces se repite el proceso de laminado para mejorar la calidad del producto.
La técnica moderna para fabricar hierro forjado emplea hierro fundido procedente de un convertidor Bessemer y escoria fundida, que suele prepararse fundiendo mineral de hierro, residuos de laminado y arena en un horno de crisol abierto. Cuando el hierro fundido, que lleva disuelta una gran cantidad de gas, se vierte en la cuchara que contiene la escoria fundida, el metal se solidifica de modo casi instantáneo y libera el gas disuelto. La fuerza ejercida por el gas hace estallar el metal en partículas diminutas que son más pesadas que la escoria y se acumulan en el fondo de la cuchara, donde se aglomeran formando una masa esponjosa similar a las bolas producidas en un horno de pudelización. Cuando se vierte la escoria de la parte superior de la cuchara se retira la bola de hierro y es sometida al mismo tratamiento que el producto del horno de pudelización.
Clasificación del acero
Aceros al carbono
Más del 90 % de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65 % de manganeso, el 0,60 % de silicio y el 0,60 % de cobre. Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres u horquillas o pasadores para el pelo.
Aceros de aleación
Estos aceros contienen una proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros se emplean, por ejemplo, para fabricar engranajes y ejes de motores, patines o cuchillos de corte.
Aceros de baja aleación ultrarresistentes
Esta familia es la más reciente de las cinco grandes clases de acero. Los aceros de baja aleación son más baratos que los aceros de aleación convencional ya que contienen cantidades menores de los costosos elementos de aleación. Sin embargo, reciben un tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono. Por ejemplo, los vagones de mercancías fabricados con aceros de baja aleación pueden transportar cargas más grandes porque sus paredes son más delgadas que lo que sería necesario en caso de emplear acero al carbono. Además, como los vagones de acero de baja aleación pesan menos, las cargas pueden ser más pesadas. En la actualidad se construyen muchos edificios con estructuras de aceros de baja aleación. Las vigas pueden ser más delgadas sin disminuir su resistencia, logrando un mayor espacio interior en los edificios.
Aceros inoxidables
Los aceros inoxidables contienen cromo, níquel y otros elementos de aleación, que los mantienen brillantes y resistentes a la herrumbre y oxidación a pesar de la acción de la humedad o de ácidos y gases corrosivos. Algunos aceros inoxidables son muy duros; otros son muy resistentes y mantienen esa resistencia durante largos períodos a temperaturas muy rigurosas. Debido a sus superficies brillantes los arquitectos los emplean muchas veces con fines decorativos. El acero inoxidable se emplea para las tuberías y tanques de refinerías de petróleo o plantas químicas, para los fuselajes de los aviones o para cápsulas espaciales. También se usa para fabricar instrumentos y equipos quirúrgicos, o para fijar o sustituir huesos rotos, ya que resiste a la acción de los fluidos corporales. En cocinas y zonas de preparación de alimentos los utensilios son a menudo de acero inoxidable, ya que no oscurece los alimentos y pueden limpiarse con facilidad.
Aceros de herramientas
Estos aceros se emplean para fabricar muchos tipos de herramientas y cabezales de corte y modelado de máquinas empleadas en diversas operaciones de fabricación. Contienen wolframio, molibdeno y otros elementos de aleación, que les proporcionan mayor resistencia, dureza y durabilidad.
Aleaciones
| Ni | > Resistencia | < Oxidación | |
| Cr | > Resistencia | > Dureza | |
| Cr-Ni | > > Resistencia | < Oxidación > Dureza | 18 % Cr- 8 % Ni - Inox |
| 2 % Cr- 5 % Ni | |||
| Si > 0,3 % | > Elasticidad | Resortes | |
| Mg | Neutraliza al azufre | Para temple | Para alto desgaste |
| Al 1 % | Para nitruración | ||
| Mb | > Resistencia tracción | Para temple | |
| V | < Fragilidad | Resortes y herramientas | |
| W | > Dureza | Herramientas | |
| Co-W | > > Dureza | Herramientas | |
| Ti | < Oxidación | ||
| B 0,001 % | Para temple (50 más Mb) |
Aceros rápidos: para altas velocidades (600 °C sin perder filo)
Estructura del acero
Las propiedades físicas de los aceros y su comportamiento a distintas temperaturas dependen sobre todo de la cantidad de carbono y de su distribución en el hierro. Antes del tratamiento térmico, la mayor parte de los aceros son una mezcla de tres sustancias: ferrita, perlita y cementita. La ferrita, blanda y dúctil, es hierro con pequeñas cantidades de carbono y otros elementos en solución. La cementita, un compuesto de hierro con el 7 % de carbono aproximadamente, es de gran dureza y muy quebradiza. La perlita es una profunda mezcla de ferrita y cementita, con una composición específica y una estructura característica, y sus propiedades físicas son intermedias entre las de sus dos componentes. La resistencia y dureza de un acero que no ha sido tratado térmicamente depende de las proporciones de estos tres ingredientes. Cuanto mayor es el contenido en carbono de un acero, menor es la cantidad de ferrita y mayor la de perlita: cuando el acero tiene un 0,8 % de carbono, está por completo compuesto de perlita. El acero con cantidades de carbono aún mayores es una mezcla de perlita y cementita. Al elevarse la temperatura del acero, la ferrita y la perlita se transforman en una forma alotrópica de aleación de hierro y carbono conocida como austenita, que tiene la propiedad de disolver todo el carbono libre presente en el metal. Si el acero se enfría despacio, la austenita vuelve a convertirse en ferrita y perlita, pero si el enfriamiento es repentino la austenita se convierte en martensita, una modificación alotrópica de gran dureza similar a la ferrita pero con carbono en solución sólida.
Tratamiento térmico del acero
El proceso básico para endurecer el acero mediante tratamiento térmico consiste en calentar el metal hasta una temperatura a la que se forma austenita, generalmente entre los 750 y 850 °C, y después enfriarlo con rapidez sumergiéndolo en agua o aceite. Estos tratamientos de endurecimiento, que forman martensita, crean grandes tensiones internas en el metal, que se eliminan mediante el temple o el recocido, que consiste en volver a calentar el acero hasta una temperatura menor. El temple reduce la dureza y resistencia y aumenta la ductilidad y la tenacidad.
El objetivo fundamental del proceso de tratamiento térmico es controlar la cantidad, tamaño, forma y distribución de las partículas de cementita contenidas en la ferrita, que a su vez determinan las propiedades físicas del acero.
Hay muchas variaciones del proceso básico. Los ingenieros metalúrgicos han descubierto que el cambio de austenita a martensita se produce en la última fase del enfriamiento, y que la transformación se ve acompañada de un cambio de volumen que puede agrietar el metal si el enfriamiento es demasiado rápido. Se han desarrollado tres procesos relativamente nuevos para evitar el agrietamiento. En el templado prolongado, el acero se retira del baño de enfriamiento cuando ha alcanzado la temperatura en la que empieza a formarse la martensita, a continuación se enfría despacio en el aire. En el martemplado, el acero se retira del baño en el mismo momento que el templado prolongado y se coloca en un baño de temperatura constante hasta que alcanza una temperatura uniforme en toda su sección transversal. Después se deja enfriar el acero en aire a lo largo del rango de temperaturas de formación de la martensita, que en la mayoría de los aceros va desde unos 300 °C hasta la temperatura ambiente. En el austemplado, el acero se enfría en un baño de metal o sal mantenido de forma constante a la temperatura en que se produce el cambio estructural deseado, y se conserva en ese baño hasta que el cambio es completo, antes de pasar al enfriado final.
Hay también otros métodos de tratamiento térmico para endurecer el acero. En la cementación, las superficies de las piezas de acero terminadas se endurecen al calentarlas con compuestos de carbono o nitrógeno. Estos compuestos reaccionan con el acero y aumentan su contenido de carbono o forman nitruros en su capa superficial. En la carburización la pieza se calienta cuando se mantiene rodeada de carbón vegetal, coque o de gases de carbono como metano o monóxido de carbono. La cianurización consiste en endurecer el metal en un baño de sales de cianuro fundidas para formar carburos y nitruros. La nitrurización se emplea para endurecer aceros de composición especial mediante su calentamiento en amoníaco gaseoso para formar nitruros de aleación.
Autor: Ricardo Santiago Netto. Argentina